Before you begin your next coating project, knowing what type of equipment you have and understanding a little bit about how your coater works are helpful. Recognizing your coating equipment style is essential for working with ACC Coatings because we design and manufacture a coating technology specifically for your equipment.
Whether you purchased specially manufactured coating equipment or you use a makeshift coater setup created in-house, coaters fundamentally align with one of the following styles:
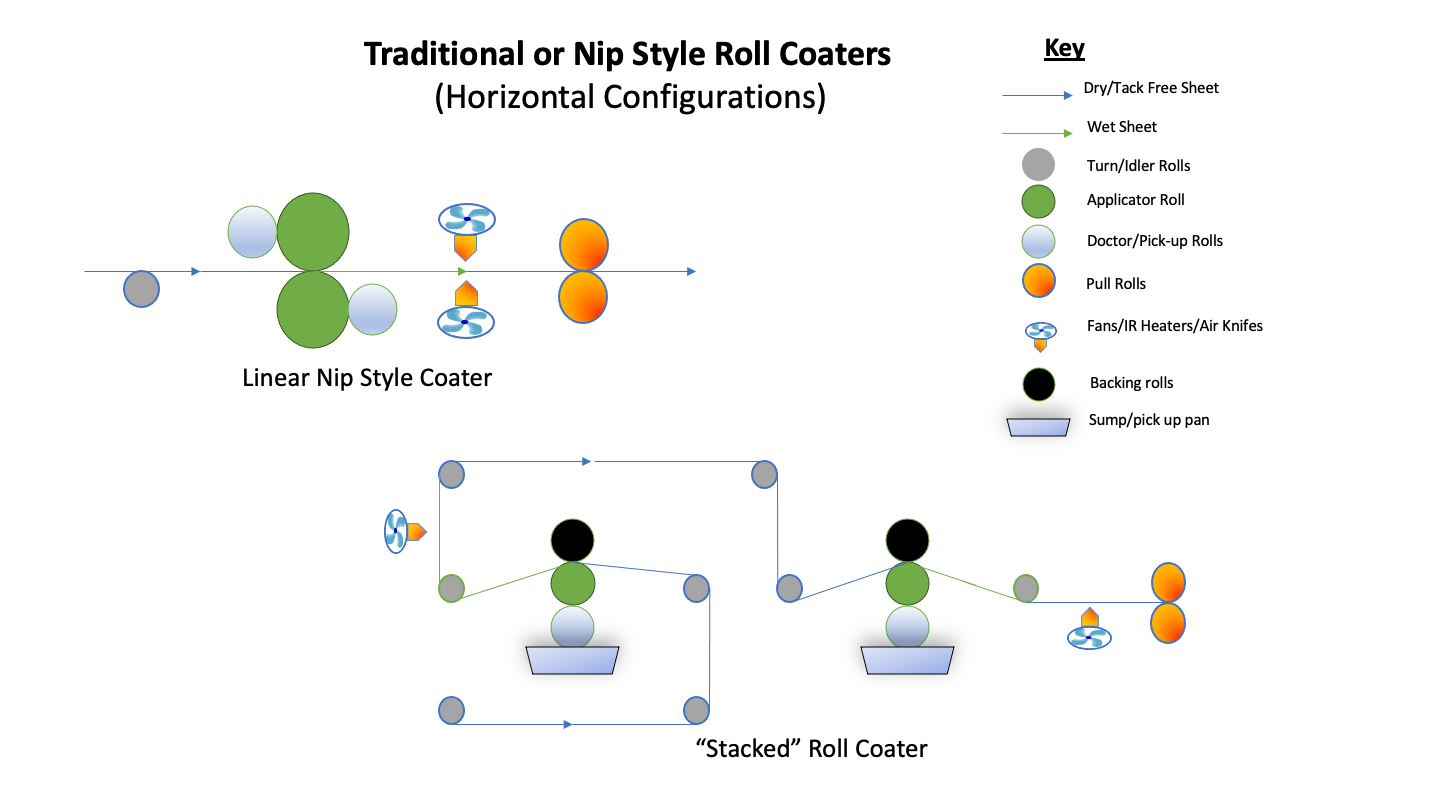
- Roll coater (traditional or nip style)
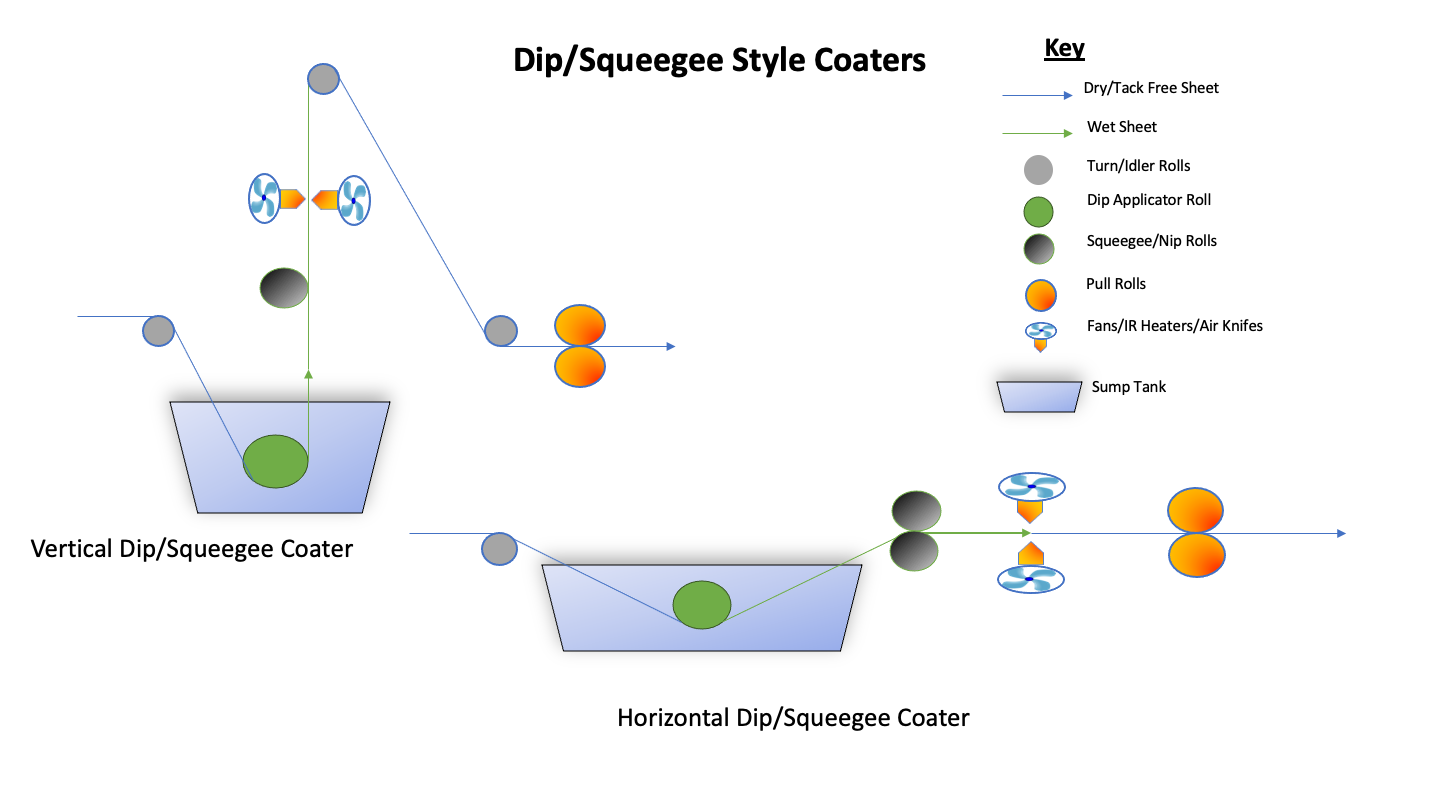
- Dip/squeegee coater
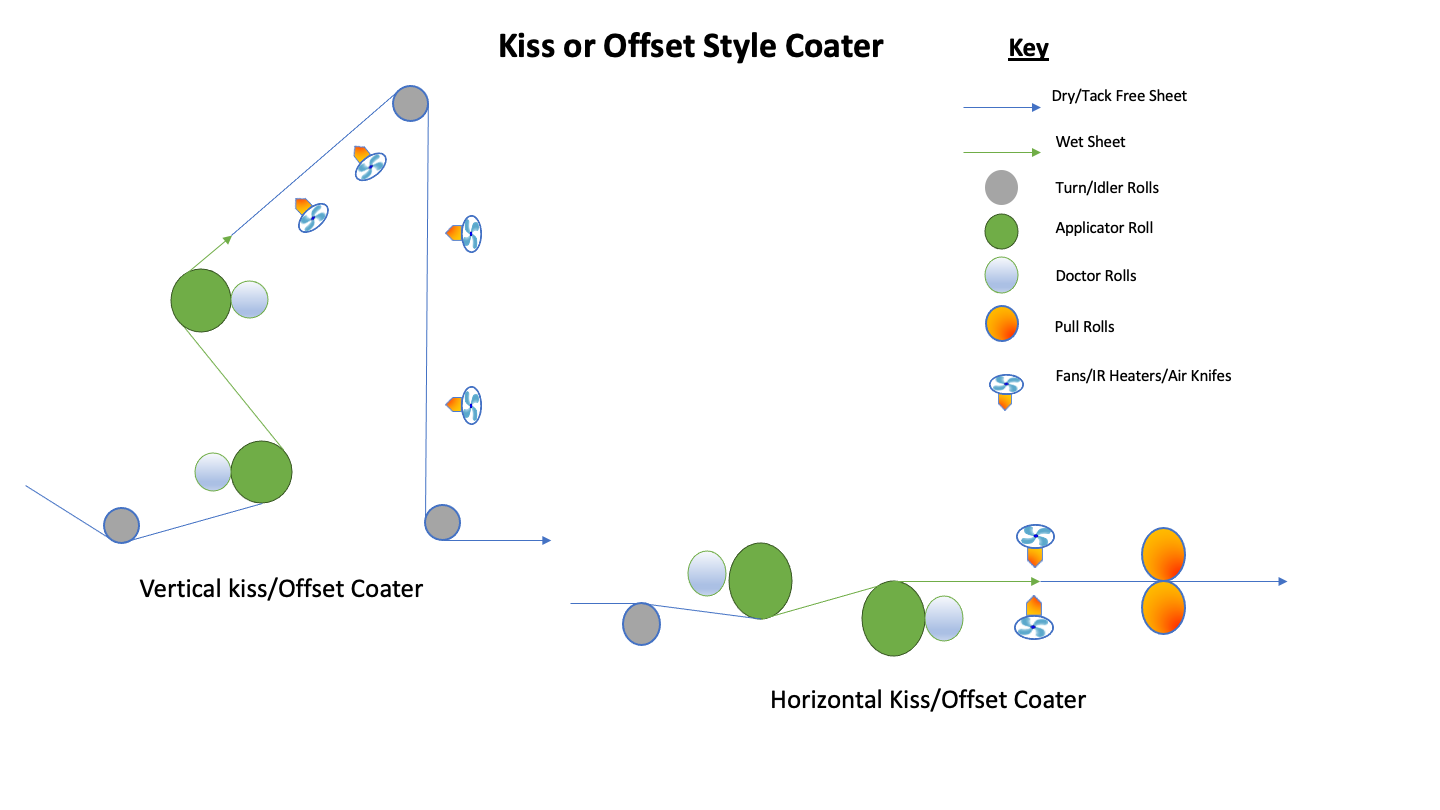
- Offset or “kiss” coater
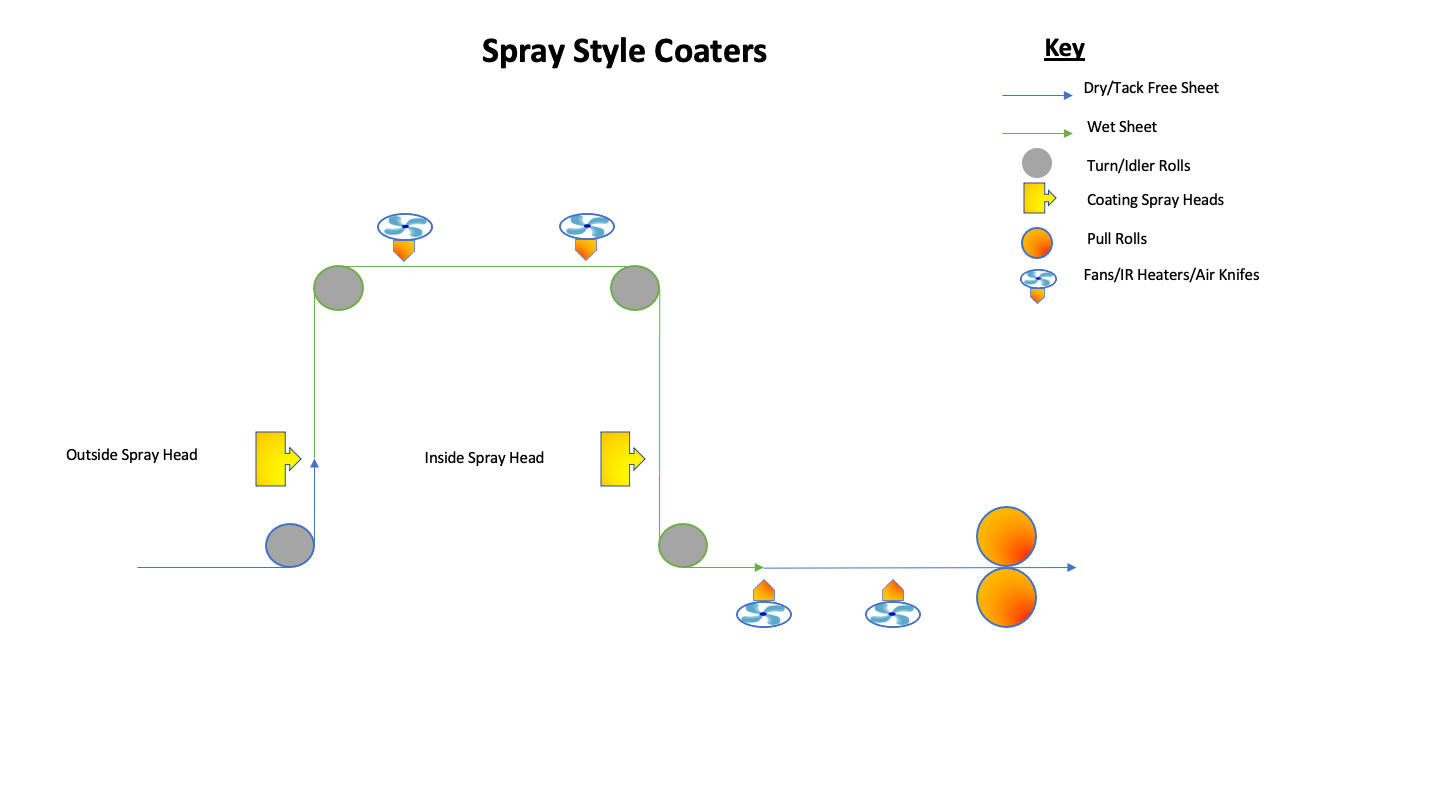
- Spray-style coater
This page discusses the various styles so you can identify the type you have as closely as possible. We also offer some pros and cons of each coating type to help you decide what style to purchase when you need new equipment.